





怎样消除蜡模流纹
流纹,顾名思义,就是流动时留下的痕迹或者轨迹纹路。蜡模的流纹就是糊状或者液态的蜡在压射或者注射时蜡流在进入型腔时料流在混合时相互熔接,融合而留下的痕迹。下面的图一、图二就是典型的流纹。

图一:流纹

图二:流纹
那么,这个流纹是如何产生的,只有了解了它产生的机理,才可能有效解决它。我们结合上面两个产品实例来分析。图三是图一产品的蜡件照片,图四是图二产品的蜡件照片。

图三:是图一蜡件(进蜡口)
蜡料从注蜡口进入模具,然后兵分两路,分别进入模具,然后在产生流纹处汇合,最后形成流纹。

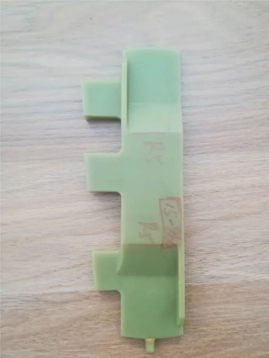
图四:图二蜡件(注蜡口)
蜡料从注蜡口进入模具,也是兵分两路进入模具,成型蜡件,最后汇合于流纹处。
两个蜡件有相同之处,就是最后都形成流纹;不同之处在于图三蜡件形成流纹是由于其模具开设注蜡流道造成;而图四则是由于产品结构具有回路造成。
从上面分析可以知道:形成流纹的原因是由于产品结构或者蜡流道(注射口)开设不好决定的。
另外,还有一些因素也会影响流纹的形成以及深浅度。如:注射压力,压射温度,蜡嘴温度,压射速度,分型剂等对流纹的形成及深浅、明显有一定影响。
既然我们已经知道了流纹产生的原因和机理。那么,我们解决流纹的方法也就有了。
1.我们可以从源头来解决。比如:像第一个蜡件,我们换一个方法进蜡,问题就迎刃而解。
图五:注蜡口改动(没有流纹)
但是,第二个蜡件就不能用此方法解决。因为它具有回路,所以,改变注蜡口不能解决流纹问题。
2.由于蜡注射温度一般在50-60℃,因此,蜡的流纹并不能很好融合。当然,可以通过调整注射参数来降低流纹的深浅明显℃,但一般消除不了。因此,必须采取修饰的办法。一种是将流纹用修型刀烫掉,然后修补平整光滑;另一种是直接用修型蜡抹平。
——本信息摘自网络未经证实,仅供参考